
塗装の修復に濡れたサンドペーパーを使用する場合、どのような砥粒から始めるべきですか?
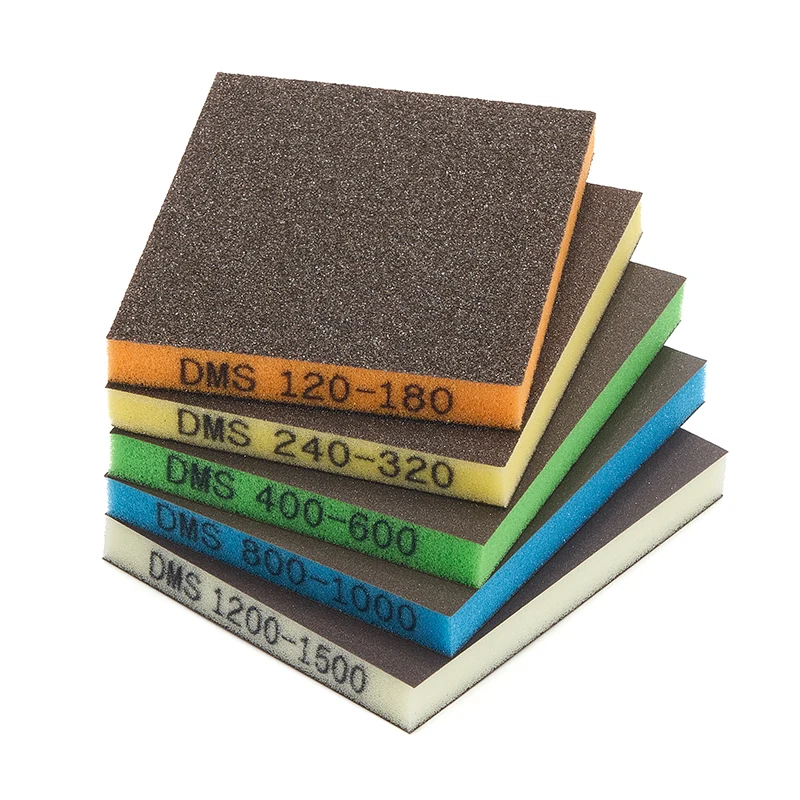
多くの車の所有者は、使用するときにどのようなグリットから始めればよいのかわからないかもしれません濡れたサンドペーパーペイントの修復、傷の除去、またはオレンジの皮のテクスチャの修正に。砥粒が粗すぎると、簡単にクリアコートを研磨して元の塗装を損傷する可能性があります。細かすぎると欠陥が除去されず、時間と材料の無駄になります。以下、DMS編集チームが、さまざまな塗装の問題について正しい砥石とサンディングの開始手順を説明します。

I. さまざまな塗装条件の開始砥粒
軽度の日焼け、細かい傷、酸化によるくすみ
1500グリットから開始→2000グリット→3000グリット
濡れたサンドペーパー浅い傷の毎日のメンテナンスや、元のクリアコートを損傷することなくマット仕上げを復元するのに適しています。
中程度の傷、小さな石の欠け、タッチアップ縫い目のブレンド
1000グリットから開始→1200グリット→1500グリット→2000グリット
縫い目のオレンジの皮や中程度から深い傷を滑らかにし、徐々に仕上げを磨きます。
深い傷、プライマーが露出したペイントの損失、広い範囲のオレンジの皮、またはペイントのにじみ
800グリットから開始→1000→1200→1500→2000グリット
まず表面の欠陥を平らにし、次に濡れたサンドペーパーで細かく研磨して滑らかな仕上げにし、最後に研磨して元の外観を復元します。
新車磨きと定期メンテナンスのためのプレ磨き
2000 グリットまたは 3000 グリットから直接始めます
ライトレベリングのみを実行します。工場出荷時のクリアコートを傷つけないでください。
II.標準的なサンディング手順
欠陥を平らにする → 徐々に砥粒サイズを大きくする → 精密仕上げ → ワックスがけまたは機械研磨で修復
800 → 1000 → 1200 → 1500 → 2000 → 3000グリット
Ⅲ.重要なヒント
常に粗い粒から細かい粒まで進めてください。濡れたサンディング跡が残る可能性があるため、砥石を飛ばしすぎないでください。
プロセス全体を通して水を使用し、軽い圧力を加え、一定の速度で研磨します。
工場塗装の場合は、クリアコートを研磨するのを避けるために、1500 グリット以上から始めてください。
要約すると、塗装仕上げを修復する場合、盲目的に高いグリット番号を選択したり、のみを使用することに固執する必要はありません。粗めの湿ったサンドペーパー。傷の深さや塗装欠陥の度合いに応じて適切な開始砥石を選択し、粗いものから細かいものの順に湿った砂を使用します。このアプローチは、傷、オレンジの皮、サンバースト パターンを効果的に除去するだけでなく、元のクリア コートを保護します。その結果、滑らかで半透明の塗装表面が得られ、その後の研磨とワックスがけにより、さらに素晴らしい結果が得られます。
関連ニュース
メッセージを残してください











